



Однороликовый конвейер для линии по производству перчаток
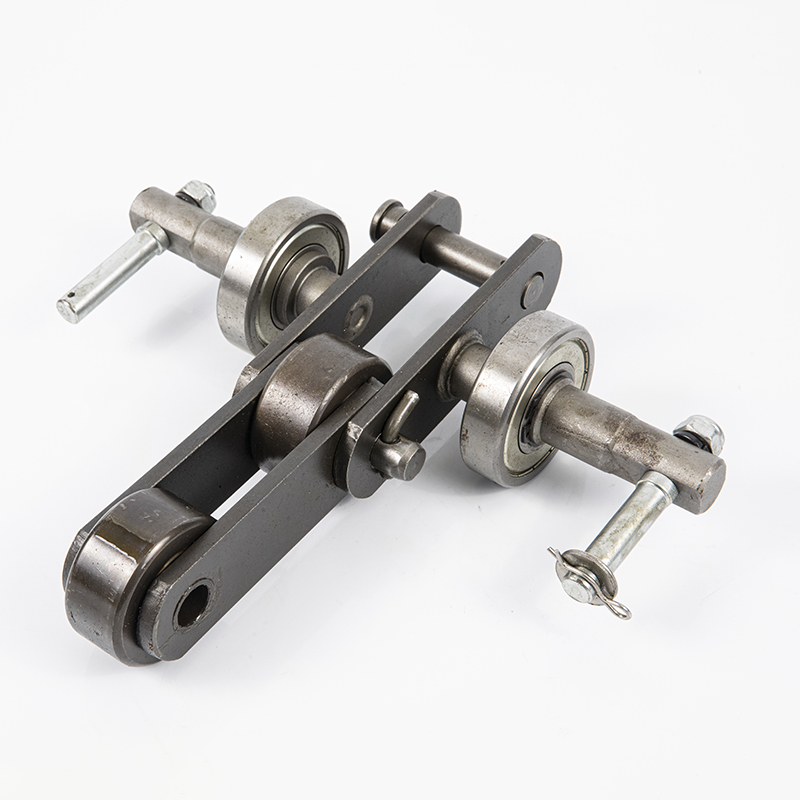
Подвесная цепь аналогична трансмиссионной цепи. Прецизионная подвесная цепь также состоит из ряда подшипников, которые фиксируются цепной пластиной с помощью ограничителя, и их положение относительно друг друга очень точное.
Каждый подшипник состоит из штифта и втулки, на которых вращаются ролики цепи. И штифт, и втулка подвергаются поверхностной закалке, что позволяет создавать шарнирные соединения под более высоким давлением и выдерживать нагрузку, передаваемую роликами, и удары при зацеплении. Конвейерные цепи различной прочности имеют ряд различных шагов цепи: шаг цепи зависит от требований к прочности зубьев звездочки и требований к жесткости цепной пластины и цепи в целом. При необходимости его можно усилить. Втулка может превышать номинальный шаг цепи, но для ее снятия необходим зазор между зубьями шестерни.
Решение проблем:
Отклонение конвейерной ленты — одна из распространенных неисправностей в процессе работы конвейера. Причин отклонения много, главная из них — низкая точность монтажа и некачественное ежедневное техническое обслуживание. В процессе монтажа передний, задний и промежуточные ролики должны располагаться как можно ближе к одной центральной линии и быть параллельны друг другу, чтобы предотвратить отклонение конвейерной ленты или его незначительное отклонение.
Кроме того, соединения ремней должны быть выполнены правильно, а периметры с обеих сторон должны быть одинаковыми.
В процессе эксплуатации, при возникновении отклонения, необходимо провести следующие проверки для определения причины и внесения корректировок. Наиболее часто проверяемые детали и методы устранения отклонений конвейерной ленты:
(1) Проверьте смещение между горизонтальной центральной линией ролика и продольной центральной линией ленточного конвейера. Если значение несовпадения превышает 3 мм, следует использовать длинные монтажные отверстия с обеих сторон комплекта роликов для регулировки. Конкретный метод заключается в определении того, какая сторона конвейерной ленты смещена, какая сторона группы роликов смещается вперед в направлении конвейерной ленты или другая сторона смещается назад.
(2) Проверьте значение отклонения двух плоскостей опорных подшипников головной и хвостовой рам. Если отклонение двух плоскостей превышает 1 мм, обе плоскости следует отрегулировать в одной плоскости. Способ регулировки головного ролика следующий: если конвейерная лента отклоняется вправо от ролика, опорное подшипниковое кольцо с правой стороны ролика должно переместиться вперед или опорное подшипниковое кольцо с левой стороны барабана должно переместиться вперед или опорное подшипниковое кольцо с правой стороны должно переместиться назад. Способ регулировки хвостового ролика прямо противоположен способу регулировки головного ролика.
(3) Проверьте положение материала на конвейерной ленте. Если материал не центрирован по поперечному сечению конвейерной ленты, это приведет к отклонению ленты. Если материал отклоняется вправо, лента отклоняется влево, и наоборот. Материал должен быть максимально центрирован во время работы. Для уменьшения или предотвращения отклонения такой конвейерной ленты можно добавить отражающую пластину, чтобы изменить направление и положение материала.












